| 0472-5280293 |
| 0472-5280293 |

电 话:13848298819(王经理)
传 真:0472-5280293
邮 箱:1070994916@qq.com
地 址:包头市昆都仑区G6高速包钢出口东1公里新蒙物流园西六道铸铁大全
网 址:www.zhutiedaquan.com
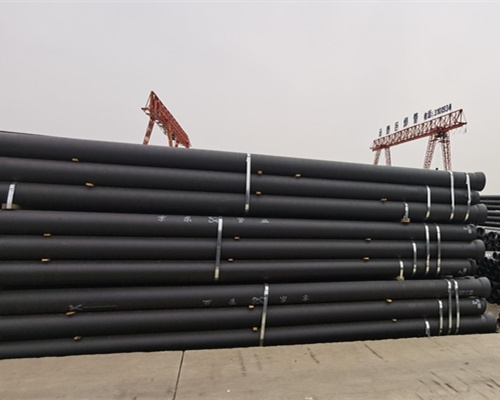
今日铸铁管厂家小编给大家介绍一下铸铁管的技术要求有哪些,看看以下资料哦!
一、管件磷的化学成分含量不得超过0.30%,硫的含量不得超过0.10%。
二、连续铸铁管的表面硬度不能大于HB210,金属型和砂型离心铸铁管的表面硬度不能大于HB230。
气密性试验介质为压缩空气;密封试验压力不得低于0.3MPa(3kgf/mm2f)。
组织铸铁管应为灰口铸铁,组织致密,易于切割和打孔。

表面质量铸铁管内外表面不允许有冷隔板、裂纹、错位等妨碍使用、造成壁厚的明显缺陷。
各种减薄的局部缺陷,其深度不应超过(2+0.05T)mm。局部缺陷可经需方同意进行修补。
除了满足上述要求外,承插式密封工作面还不能有连续的轴向沟纹和麻面。
承口法兰的外形轮廓应该清晰,允许有不影响使用的小瑕疵。
涂覆管内外表面应涂有沥清质或其它防腐材料。如果要求不是用水泥砂浆衬里或仙人面涂装。
给排水铸铁管涂层应不溶于水,不得使水产生臭味,有害杂质含量。
三、改进铸铁管件合格率的方法
管模方面:避免管模内壁打点偏稀,降低管模打点速度,可使打出的麻点稠密均匀;避免管模内壁打点过浅,增加风压,磨细打点,可麻点深度适宜。
对内侧表面有油脂及杂物的管模,尤其是新近使用的管模,应先用管模表面的油脂及杂物。当管模出现龟裂、轻微龟裂时,应适当增加模粉的用量;龟裂严重时,应及时更换管模。
调整溜槽位置:对于因溜槽出铁口弯头形状不当或溜槽出铁口与承口相距较远,易在管道承口处形成皮层等缺陷,要求在生产时对设备进行检查,同时对溜槽出铁口弯头进行更换,同时对离心机主机下部进行限制,以缩短溜槽与承口之间的距离。
控制铁水温度:铁水温度过低容易产生气孔,管模内壁温度较低会产生重皮缺陷,铁水温度较高时,铁水会产生气孔。中频炉工序应严格按照工艺要求提供适当的铁水温度,离心机在生产过程中应合理控制进、出口温度和冷却速度。
控制主机走速,翻包速度,管模转速。浇注过程中,从滑槽中流出的铁水大部分向前流动,但仍有少量向后流动,在铁水落点的后面还出现了“向前流动”。
由于离心机主机运行速度过慢(比“前向流动”速度慢)而引起的质量问题,要求在生产中提高离心机主机运行速度,以缩短浇注时间。
@免责声明:转载内容均来自于网络,如有异议请及时联系,本网将予以删除。