| 0472-5280293 |
| 0472-5280293 |

电 话:13848298819(王经理)
传 真:0472-5280293
邮 箱:1070994916@qq.com
地 址:包头市昆都仑区G6高速包钢出口东1公里新蒙物流园西六道铸铁大全
网 址:www.zhutiedaquan.com
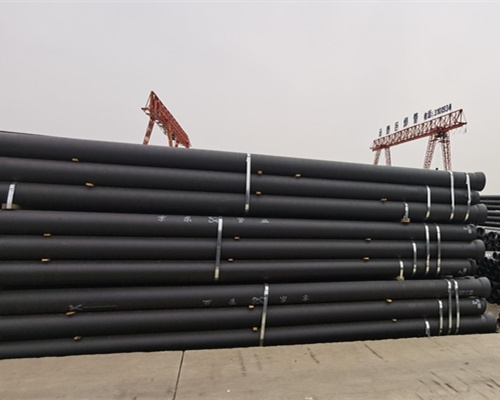
球墨铸铁管件具备加工精度高,制作周期短,消费效力高和建造速度快的特征。密封性强,耐热性较好,可用于建造压力容器和大直径保送管道,临时禁受150℃以内环境,钢材不会有质的变。球墨铸铁管件运输和运用到报废解决。耐腐蚀性和耐火性差,包头球墨铸铁管钢材在湿润和有腐蚀性介质的环境中易锈蚀,应采取除锈、刷、镀锌等防锈办法,并需活期检修,故培修费用高;当温度大于200℃时,材量变软,强度降,当大于150℃时钢构造需采取防火和隔热办法。漆低钢材在高温顺其余特别条件下,能够发作脆性断裂。球墨铸铁管件半延续铸造用的铸模称结晶器,俗称冷凝槽。

球墨铸铁管厂家对结晶器资料的基础请求包含以下几点具备肯定的导热性,球墨铸铁管件使结晶器对铸锭进行一次冷却,形成凝结壳具备足够的强度,以反抗内外表面温度不一而形成的热应力,冷却水的压力及熔体静压力具备良好的耐磨性和肯定的硬度,以避免具备毛糙表面的铸锭将结晶器表面磨损有足够的刚度,以保障铸锭有准确外形,并避免器壁歪曲变形不为熔体所烧损,并与光滑油具备良好的磨合性能。
球墨铸铁管件它是铸形成型的症结部件。结晶器设计应遵照以下准则对铸锭的冷却平均,在结晶器中所发生的冷却强度必需满意能形成具备足够强度凝壳的请求。脱模轻易,能消费表面质量良好的铸锭。构造简朴,装置不便,有肯定强度、刚度和抗冲击性。肯定铸锭的压缩率,合金不同,规格不同,压缩率也不雷同。球墨铸铁管件个别说来,圆锭取1.6%一3.1%,扁锭各局部的压缩率区别很大,铸锭横截面宽度方向的压缩率1.5%一2.0%,厚度方向的压缩率,在两端处为2.8%-4.35%,在处为5.5%一肯定结晶器的高度,扁锭的小面外形的球墨铸铁管件。
球墨铸铁管焊接注意事项:
1、检查应力、变形、操作难易水平及焊件厚度、焊接地位和焊条直径等状况制备相应的坡口。
2、用火焰烧烤待焊部位两侧,使渗入基体外部的油液全部挥发进去直至不冒烟为止。
3、施焊时电弧要低、收弧要快要压住电弧避免电弧超前,电弧不要左、右跳以使焊缝成型窄减小热应力区这样会使球墨铸铁管衔接的吻合度高。
4、采取短弧、短焊缝焊接,焊缝长度个别不要大于60mm;采取断续分段焊,焊一段距离一段,再焊下一段;采取多层焊层间温度掌握在60~80℃,并尽量使下一层焊缝在上一层焊缝熔合线上;焊接时要及时视察,若发明气孔、夹渣、焊瘤等,应立刻用手砂轮打磨把焊缝清算清洁后再焊下一层。
5、在焊缝呈红热状况时用小锤敲打焊缝直至焊缝变暗,用以碾展焊缝、松弛应力和挤逝世吝啬孔,同时细化焊缝区的晶粒。
球墨铸铁管件修复事项:
1、校圆
通过使用液压或机械起重的方法,顶起内部向外压,或从管子外表面使用压力向内压。为了避免损坏水泥砂浆衬层,应当使用与管子内形相似的硬木垫块。恢复球墨铸铁管的外在形象。
2、切管
切管所用的砂轮切割机应可以装配切割用砂轮和磨光用砂轮,由金钢砂(碳化硅)制作的砂轮很适合用于切割带水泥内衬的管子,切管时,应将管子放在水平地面或方木上,切管的步骤为:作标记、切管、磨光。
铸铁管件的焊接及修复注意事项
3、球墨铸铁管外涂层修补
用毛刷和钢丝清洁表面,时可用气燃方法干燥,用钢丝刷清理干净后,涂上油漆。
4、球墨铸铁管内衬修补
1)把需要修补的部分转到底部,把损杯的部分剔去。
2)用金属刷子除去残留的水泥块,湿润待修部分的水泥层边缘,然后等待几分部。
3)填充水泥砂浆,并把它压至原有水泥涂层厚度。
4)后把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹。
@免责声明:转载内容均来自于网络,如有异议请及时联系,本网将予以删除